 English
English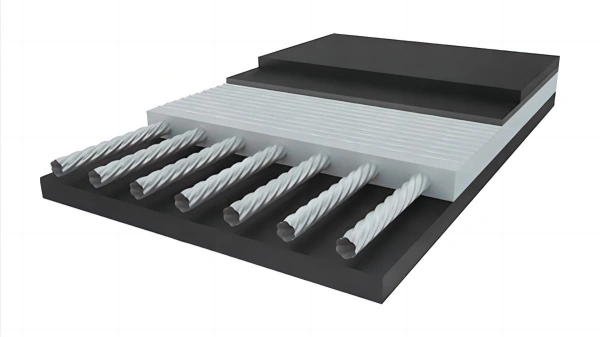

Just let we know what you want, and we will get in touch with you as soon as possible!

Conveyor Belts in Underground Mining
Conveyor belts are essential in underground mining operations for the efficient and safe transportation of materials such as coal, ore, salt, etc. These belts streamline material handling, reduce reliance on manual labor, and improve productivity. However, the unique challenges of underground environments require specialized conveyor belt systems that prioritize safety, durability, and performance. In this guide, we’ll explore the key aspects of conveyor belts used in underground mining, from their types and materials to safety features and maintenance requirements.

Importance of Conveyor Belts in Underground Mining
In underground mining, conveyor belts serve as the primary mode of material transport. They efficiently move bulk materials from extraction points to processing plants or storage areas, replacing more labor-intensive methods like haul trucks or railcars. Conveyor belts offer the following benefits in underground mining:
- Efficiency: Continuous operation enables faster material transport over long distances.
- Safety: Reduces the need for vehicles, minimizing risks associated with underground traffic.
- Cost-Effectiveness: Lower operational and maintenance costs compared to other transport methods.
- Environmental Benefits: Energy-efficient systems with less fuel consumption and emissions.

Key Features of Underground Mining Conveyor Belts
1. Fire Resistance
Fire safety is a critical consideration in underground mining due to the confined space and presence of combustible materials.
- Fire-resistant belts: These belts meet strict safety standards like MSHA (Mine Safety and Health Administration) and ISO 340, ensuring they self-extinguish in case of a fire.
- Anti-static properties: Prevent static electricity buildup, which could ignite flammable materials.
2. Durability and Strength
Underground environments expose conveyor belts to harsh conditions, such as heavy loads, sharp materials, and extreme temperatures.
- High tensile strength: Ensures the belt can handle the heavy loads typical in mining operations.
- Abrasion resistance: Protects against wear from rough and abrasive materials like ore and coal.
3. Customizable Length and Design
Underground conveyor belts are often customized to fit the unique layout and requirements of mining tunnels.
- Belt width: Common widths range from 18 to 72 inches, depending on material volume and type.
- Inclines: Belts can be designed to handle steep inclines for transporting materials vertically.
4. Advanced Monitoring Systems
Modern underground conveyor systems include monitoring and control systems for enhanced safety and efficiency.
- Sensors: Detect belt misalignment, tension issues, and overheating.
- Automation: Enables remote operation and monitoring, reducing the need for on-site personnel.

Types of Conveyor Belts for Underground Mining
1. Steel Cord Belts
- Features: Reinforced with steel cables for maximum strength and durability.
- Applications: Suitable for heavy-duty operations and long-distance transport.
- Advantages: High tensile strength and resistance to elongation.
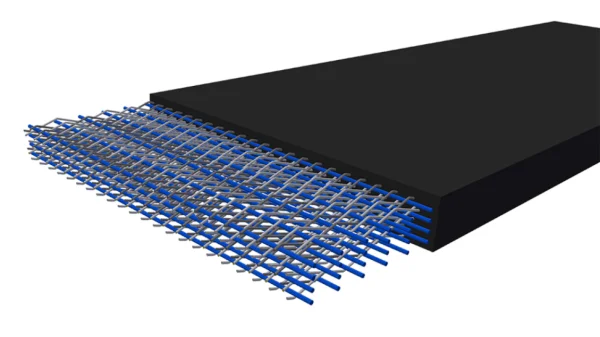
2. Fabric Belts
- Features: Made with synthetic fabrics like polyester and nylon.
- Applications: Used for medium-duty operations with less abrasive materials.
- Advantages: Flexible, lightweight, and cost-effective.
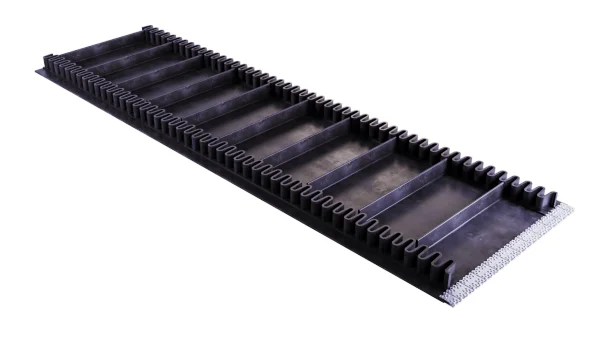
3. Chevron Belts
- Features: Textured surface for transporting materials on steep inclines.
- Applications: Ideal for underground operations requiring vertical or inclined transport.
- Advantages: Prevents material rollback and ensures consistent flow.
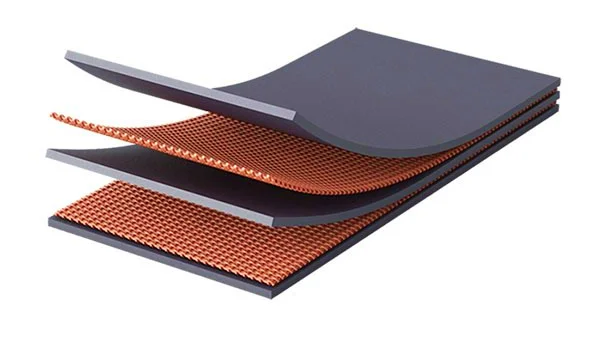
4. PVC/PVG Belts
- Non pressed PVC type is suitable for applications in dry conditions at a slope angle of no greater than 16 degrees. The belt is non-pressed with cover no more than 0.8mm.
- PVG type is covered with covers mainly composed of rubber, which further improves the troughability, resistance to wetness and slip, resistance to low temperature, elongation and wear resistance of the belt. Both top and bottom cover are PVG, the belt can be used to carry materials mixing some water at the slope no more than 20°, elongate life of belt.
Safety Considerations for Underground Conveyor Belts
1. Fire Suppression Systems
Install automatic fire suppression systems along the conveyor to detect and extinguish fires quickly.
- Water mist systems: Reduce fire intensity and prevent spread.
- Chemical agents: Effective for environments with limited water availability.
2. Dust Control
Dust suppression is essential for maintaining air quality and reducing fire and explosion risks.
- Dust suppression systems: Use water sprays or foam to control airborne dust.
- Enclosures: Fully enclosed conveyor belts prevent dust from escaping into the air.
3. Emergency Stops
Emergency stop mechanisms ensure quick halting of the conveyor system in case of accidents or malfunctions.
- Pull cords: Accessible from multiple points along the conveyor.
- Remote controls: Allow operators to stop the system instantly.
4. Regular Inspections
Frequent inspections help identify potential hazards, such as belt wear, misalignment, or damaged rollers.
- Belt condition: Check for cracks, tears, or fraying edges.
- Rollers and idlers: Inspect for proper alignment and functionality.

Maintenance and Care for Underground Conveyor Belts
Regular maintenance extends the life of the conveyor belt and ensures safe operation. Key maintenance tasks include:
- Belt cleaning: Prevent material buildup that can lead to slippage or tracking issues.
- Lubrication: Ensure rollers and bearings are properly lubricated to reduce friction.
- Tension adjustments: Maintain correct tension to prevent excessive wear or belt misalignment.
- Component replacement: Replace worn-out rollers, idlers, or splices to avoid breakdowns.
Benefits of Using Conveyor Belts in Underground Mining
- Increased Efficiency: Continuous operation reduces downtime and increases material throughput.
- Improved Safety: Reduces reliance on haul trucks, minimizing the risk of vehicle-related accidents.
- Cost Savings: Lower maintenance and operational costs compared to other transport methods.
- Environmental Benefits: Reduces dust, emissions, and noise compared to traditional haulage systems.
- Space Optimization: Conveyor systems can be tailored to fit narrow tunnels and confined spaces.
Regulations and Standards
Underground conveyor belts must comply with strict safety and performance standards:
- MSHA (Mine Safety and Health Administration): Governs flame resistance and safety requirements in the U.S.
- ISO 340: Sets international standards for conveyor belt flame resistance.
- EN 14973: European standard for fire safety in underground belts.
Conveyor belts are a critical component of underground mining operations, providing efficient, cost-effective, and safe transport of materials. By choosing the right type of belt and ensuring proper safety measures, mining companies can optimize their operations and minimize risks. Whether transporting coal, ore, or aggregates, investing in high-quality, fire-resistant, and durable conveyor belts is essential for the success of underground mining projects.
- What Do These Characteristics of Rubber Conveyor Belts Represent?
- Rubber Conveyor Belts for Cement Industry
- Fabric Materials Used in Rubber Conveyor Belts
- Steel Cords for Mining and Quarrying Conveyor Belts
- Common Carcass Materials of Conveyor Belts
- How to Maximize The Life of Conveyor Belts?

Table of Contents
Leading Mobile Bulk Material Handling Equipment Manufacturer in China. A high-tech enterprise specializing in R&D and manufacturing of stacker conveyors, ship loaders, and bucket wheel reclaimers. We provide comprehensive mobile solutions, including mobile hopper feeders, truck unloaders (surface feeders), and transfer conveyors, alongside high-performance mobile crushing and screening plants for global bulk material processing.
How to Contact
- WhatsApp: +8617821512097
- E-mail: [email protected]
-
 Add: China
Add: China