 English
English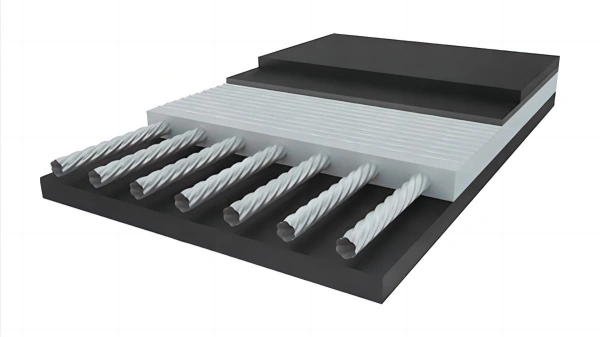

Just let we know what you want, and we will get in touch with you as soon as possible!

How to Maximize The Life of Conveyor Belts?
Material handling operations come to a halt when a conveyor belt needs replacing. Scheduled replacements are costly, but unscheduled ones can dramatically increase expenses. To minimize these costs and disruptions, it's crucial to maximize the lifespan of conveyor belts. This starts with proper system design and extends into daily inspections and maintenance. Here's how to ensure your conveyor belts last as long as possible.

maximize the life of stacking conveyor belts
Typical Conveyor Belt Lifespan
Most conveyor belts last at least three years. If they need replacing more frequently, it indicates potential design flaws, system issues, or using an inappropriate belt for the application. Some users achieve up to 10 years of service, demonstrating that extended lifespan is possible, depending on the belt's usage intensity.
Factors Influencing Belt Longevity
The primary factor affecting conveyor belt lifespan is its length, as most wear occurs at the loading point. On shorter conveyors, any given spot on the belt experiences the impact of loading more frequently compared to longer conveyors. Therefore, longer belts generally last longer, assuming no alignment or other issues.
Design Considerations for Belt Longevity
- Loading Impact
Lowering impact forces at the loading point extends belt life. Well-designed transfer chutes or loading zones should gently drop material onto the belt's center and give it some forward velocity to reduce loading stress. - Drive Pulley Diameter
A smaller diameter conveyor pulley deforms the belt more, accelerating wear. Use drive pulleys of appropriate diameter for the belt material and thickness. - Dust Control
Dust, common in mineral and aggregate transport, increases resistance and belt drag. Implementing effective dust containment systems reduces its impact. - Belt Strength
Specified in pounds per inch width (PIW), choosing the correct PIW rating is crucial to prevent premature failure. Use available calculators or supplier recommendations to determine the appropriate rating.
Maintenance Practices for Maximizing Belt Lifespan
Daily inspections and maintenance are essential for prolonging belt life. Key areas to monitor include:
- Mistracking
This occurs when the belt runs to one side, causing uneven wear and increased loads. Correct mistracking immediately upon detection. - Material Carry-back
Material that remains on the belt rather than dropping off increases loads and impacts idlers. Use well-adjusted scrapers to reduce carry-back and maintain them periodically. - Belt Slippage
Slippage occurs when the drive surface becomes polished, making it harder to move the belt. Address slippage by ensuring drive pulley lagging is in good condition. Replace lagging every 3-5 years, or use ceramic lagging for double the lifespan. - Belt Damage
Inspect for cuts or tears caused by falling material or foreign objects. Early detection allows for scheduled repairs, preventing complete belt failure.
By focusing on these design and maintenance practices, you can significantly extend the lifespan of your conveyor belts, ensuring efficient and cost-effective material handling operations.
10 Ways to ensure long life of conveyor belts
Maximizing the lifespan of your mobile conveyor belts is crucial for maintaining operational efficiency, reducing downtime, and minimizing maintenance costs. Here are key strategies to ensure your mobile conveyor belts have a long and productive service life:
1. Regular Maintenance and Inspection
- Routine Checks
Conduct regular inspections to identify wear and tear, misalignment, and damage. Check for belt tension, tracking, and condition of rollers and pulleys. - Scheduled Maintenance
Implement a preventive maintenance schedule to perform detailed inspections and necessary repairs. Include lubrication of moving parts and replacement of worn components.
2. Proper Belt Tension and Alignment
- Tension Adjustment
Ensure the belt is correctly tensioned. Over-tensioning can cause excessive wear on the belt and bearings, while under-tensioning can lead to slippage and reduced efficiency. - Alignment
Keep the belt properly aligned with the conveyor structure. Misalignment can cause uneven wear, leading to premature belt failure.
3. Cleanliness and Debris Management
- Regular Cleaning
Keep the belt and conveyor components clean to prevent material buildup, which can cause abrasion and wear. - Debris Removal
Install belt cleaners, scrapers, and brushes to remove debris from the belt surface. Regularly check and clean these devices to ensure they are functioning correctly.
4. Material Handling and Loading
- Controlled Loading
Ensure materials are loaded onto the belt evenly and centrally to avoid off-center loading, which can cause misalignment and uneven wear. - Impact Zones
Use impact beds or bars at loading points to absorb shock and reduce belt wear from heavy or abrasive materials.
5. Quality Belt Selection
- Appropriate Belt Type
Choose the right type of belt for your application, considering factors such as material type, load weight, and environmental conditions. Use belts with appropriate abrasion resistance, chemical resistance, and temperature tolerance. - High-Quality Materials
Invest in high-quality belts from reputable manufacturers. Higher initial costs can lead to longer service life and reduced overall maintenance expenses.
6. Environmental Control
- Temperature Management
Protect the belt from extreme temperatures. Excessive heat can cause the belt to degrade, while extreme cold can make it brittle. - UV Protection
If the conveyor operates outdoors, use UV-resistant belts or provide protective covers to shield the belt from direct sunlight, which can cause degradation.
7. Training and Best Practices
- Operator Training
Train personnel on proper conveyor operation, including loading techniques, emergency procedures, and routine inspection protocols. - Best Practices
Develop and enforce best practices for conveyor use, such as avoiding overloading, preventing belt jams, and ensuring smooth operation.
8. Monitoring and Diagnostics
- Automated Systems
Implement automated monitoring systems to track belt performance, detect irregularities, and provide real-time data on belt condition. - Diagnostic Tools
Use diagnostic tools like thermography, vibration analysis, and belt thickness measurements to identify potential issues before they lead to failures.
9. Belt Storage and Handling
- Proper Storage
Store spare belts in a cool, dry environment away from direct sunlight and chemicals. Proper storage conditions can prevent premature aging and degradation. - Handling
Handle belts carefully during installation and maintenance to avoid physical damage such as cuts, tears, or kinks.
10. Upgrades and Innovations
- Technological Upgrades
Stay updated with advancements in conveyor technology. Consider upgrading to belts with improved materials or designs that offer better performance and longevity. - Innovative Solutions
Explore innovative solutions such as self-cleaning belts, modular belt systems, and advanced tracking technologies that can enhance belt lifespan and operational efficiency.
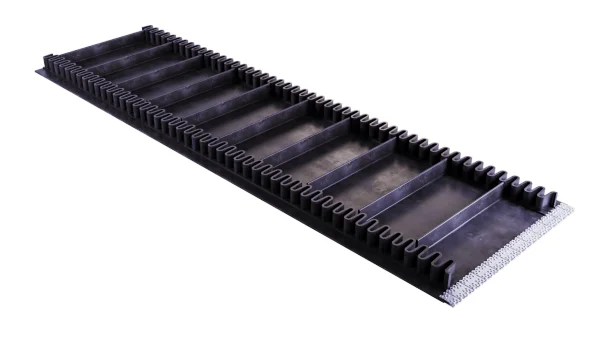
- Conveyor Belts in Underground Mining
- What Do These Characteristics of Rubber Conveyor Belts Represent?
- Rubber Conveyor Belts for Cement Industry
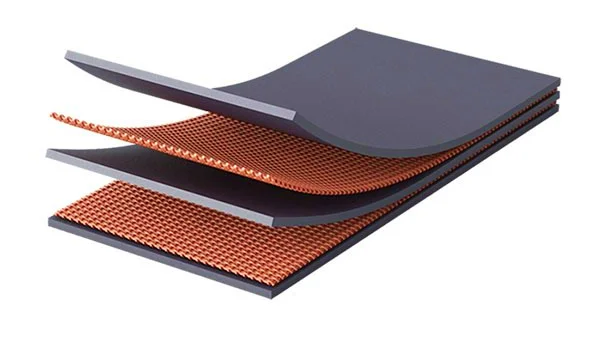
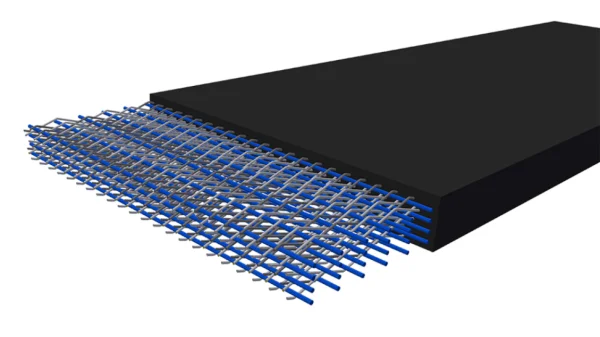
- Fabric Materials Used in Rubber Conveyor Belts
- Steel Cords for Mining and Quarrying Conveyor Belts
- Common Carcass Materials of Conveyor Belts

Table of Contents
Leading Mobile Bulk Material Handling Equipment Manufacturer in China. A high-tech enterprise specializing in R&D and manufacturing of stacker conveyors, ship loaders, and bucket wheel reclaimers. We provide comprehensive mobile solutions, including mobile hopper feeders, truck unloaders (surface feeders), and transfer conveyors, alongside high-performance mobile crushing and screening plants for global bulk material processing.
How to Contact
- WhatsApp: +8617821512097
- E-mail: [email protected]
-
 Add: China
Add: China